

南通新鼎自动化技术有限公司


新闻资讯
简单、稳定、好用
核心功能及技术介绍
发布时间:
2023-02-09
1. 控制系统采用市场上成熟的 CNC,设备稳定性好,可进行多轴联动,轨迹灵活度高;针对焊接工艺进行专门的二次开发,操作编程简单方便,并解决了焊接工件旋转带来的焊接线速度不稳定问题;CNC 统一管理所有被控对象,集成度高,协调性好;可通过专门协议及 MODBUS/TCP等通信功能进行远程控制。
1. 控制系统采用市场上成熟的 CNC,设备稳定性好,可进行多轴联动,轨迹灵活度高;针对焊接工艺进行专门的二次开发,操作编程简单方便,并解决了焊接工件旋转带来的焊接线速度不稳定问题;CNC 统一管理所有被控对象,集成度高,协调性好;可通过专门协议及 MODBUS/TCP等通信功能进行远程控制。

2. 焊机与焊枪部件可按照客户产品工艺的特点有多种选择,以适应外圆,内孔等不同工件类型和要求的焊接,焊接电流最大可达 250A,经几十年市场验证,其稳定性好,经久耐用,可满足铁基、镍基及钴基等合金粉末喷焊要求。

3.气体(中心气、送粉气及保护气)由电控流量计控制,焊接过程中可根据不同的电流大小和粉末使用量实时自动调整气体流量,确保焊接工艺性处于最佳状态。
4.精密送粉器是我司独立研发,具有自主知识 产权的关键部件,采用步进电机控制,数字 调节,送粉精度高,独特的气流结构,粉末 传输距离远且稳定;具有透明观察窗口,工作情况及粉的余量清晰可见,极其直观;多种卸料方式(卸料口换粉,倒出换粉,电机送出换粉),使用方便;采用了特殊结构, 提高了流出粉末的粒度均匀性;可采用双送粉器进行两种不同 粉末的均匀混合;可 选择不停机加粉选件, 粉末余量报警及保温系统;还可选择粉末称重系统,实时了解粉末状况。

| 项目 | 参数 |
| 送粉量(克/分) | 0-60 |
| 送粉误差 | ≤2% |
| 装载容量(kg) | 8,12 |
| 粉末规格(目) | 80-320 |
| 送粉气流量(升/分) | 1-5(智能调整) |
| 送粉气压力(MPa) | 0.3-0.4 |
| 送粉型式 | 滚轮+步进 |
5. 自动弧压跟踪系统(AVC)特别适用于焊接工件较大,安装调整不方便,焊接表面不平整等情况。使用该系统焊接时焊枪高度会在一定范围内自动调整位置,适应工件表面的变化,使被焊工件与焊枪的距离基本保持不变,提高焊接质量;跟踪调整范围 ±10mm,跟踪电压范围 5-50V,电压精度 ±0.1V。
6. 焊接位置跟踪主要针对工件(如长叶片)位置有误差,被焊位置不精确,该部件通过检测工件的边界特征,实时调整焊接位置。
7. 两轴智能摆动装置可以自动跟踪焊接移动轨迹,并自动按照轨迹作法向摆动,满足直线,锯齿,斜圆焊接运条手法,摆动移动轴可与焊接移动轴复合,结构简单;运行中速度等参数均可调整,使用方便。
摆动幅度 80mm
摆动角度 0~360°
速度 200-1500mm/ 分
可自由设置左、中、右暂停
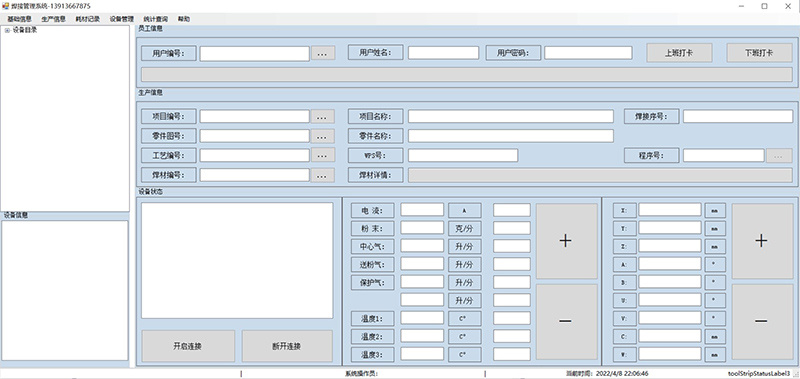
8. 焊接管理系统(WMS)可以极方便地检查、调整焊接参数,编辑文档。可以将焊接电流、电压、温度等以曲线图形显示,为您提供需要的报告文件;通过专用相机提供焊接视频,实时进行质量跟踪,远程微调焊接参数和焊接位置;还可通过定制的选项功能包进行设备的远程诊断,维护及软件更新等操作。
相关新闻